CEO

National Account Manager

National Account Manager

National Account Manager

National Account Manager

National Account Manager

National Account Manager

Off-Site Project Manager




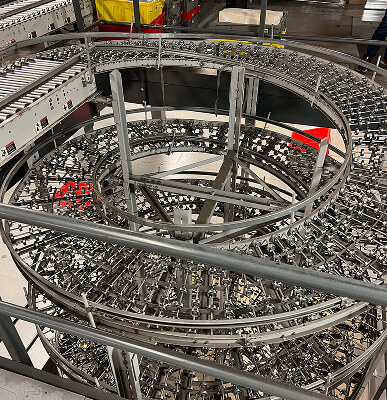
Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.

Pallet racking systems help protect your inventory by preventing unnecessary movement and reducing the risk of product damage. Unlike traditional floor stacking, racks provide structured storage that keeps goods securely in place.

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.