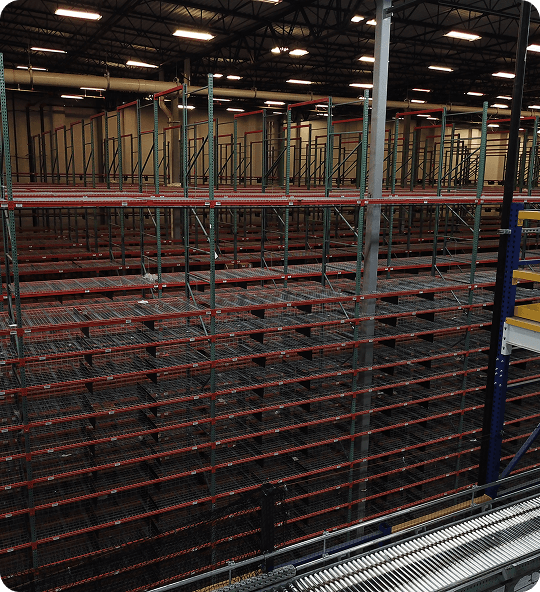
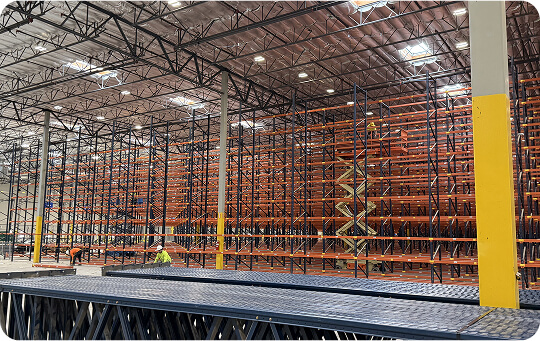
Uprights, beams, wire decks, pallet supports, row spacers

Best Flex, Accumulation, Photo Eye, Roller, Belt.. Many different use cases!

Find a mezzanine the fits your load capacity, size, and design features to meet your operational needs

Vertical columns (‘towers’), horizontal bases, arms, bracing, and hardware

Mezzanines/ platforms, conveyor, racking/ shelving, stairs, safety equipment (ie guardrails)

Forklifts, reach trucks, AS/RS, pallet jacks, balers, scales, wrapping machines, truck loaders, dock ramps, +more

Double Water Fall, Flared, Reverse Water Fall, Drop-in, Flush

Industrial Steel Shelving, Boltless, Steel, +more

Mezzanines/ platforms, conveyor, racking/ shelving, stairs, safety equipment (ie guardrails)

Double Water Fall, Flared, Reverse Water Fall, Drop-in, Flush

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.
Request A Quote ![]()

Ecommerce fulfillment centers rely on Conesco to fulfill their material handling system needs...to maximize storage capacity while efficiently processing and shipping orders to customers.
Request A Quote ![]()

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.
Request A Quote ![]()

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.
Request A Quote ![]()

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.
Request A Quote ![]()

Third Party Logistic companies leverage Conesco to offer customized material handling solutions to meet the unique needs of the diverse client products while helping to streamline supply chain operations.
Request A Quote ![]()
Uprights, beams, wire decks, pallet supports, row spacers
Best Flex, Accumulation, Photo Eye, Roller, Belt.. Many different use cases!
Find a mezzanine the fits your load capacity, size, and design features to meet your operational needs

Vertical columns (‘towers’), horizontal bases, arms, bracing, and hardware
Mezzanines/ platforms, conveyor, racking/ shelving, stairs, safety equipment (ie guardrails)
Forklifts, reach trucks, AS/RS, pallet jacks, balers, scales, wrapping machines, truck loaders, dock ramps, +more

Double Water Fall, Flared, Reverse Water Fall, Drop-in, Flush

Industrial Steel Shelving, Boltless, Steel, +more